


碳纤维管卷制铺层角度设计内容解读
全部碳纤维材质生产的碳纤维管的生产工艺有很多,你比如缠绕成型、模压成型、拉挤成型,包括本文我们要说的卷制成型,卷制成型粗看其实就是他们的改进工艺,这其实更好的让碳纤维制品厂家的生产效率提升上去,采用碳纤维预浸料进行生产,那在卷制生产中,就设计到铺层角度的情况,本文就跟着威盛新材的小编来看看。
(铺层详解)
碳纤维铺层
正常的碳纤维是一根一根纤维丝,那这种碳纤维丝是具有各向异性的情况,如果一个产品中的碳纤维丝束都同向的话,后续对压实的要求包括固化成型的要求更高,并且相比较角度铺层设计的产品来说,更容易出现分层的情况。以我们会进行铺层角度的设计。
那在碳纤维管卷制铺层中,采用的是碳纤维预浸料,这是一种节约时间成本的方式,事先是把碳纤维丝束跟树脂基体浸渍完成的预浸料进行裁剪,然后直接进行铺层,这样能够大大的提升了整个的生产效率。
在上面也说了,如果碳纤维丝束都同向的话,因为各向异性会导致产品容易分层,这从物理学的角度上看就是泊松效应比较高,因为如果都沿着同意方向,那也会影响到碳纤维制品的侧面剪切性能低的情况,因此我们在碳纤维管卷制铺层上面也是会进行铺层角度的设计,为了考虑到弹性外观的整体的强度以及结构性,多是会按照同角度铺层不大于3层,这个也跟碳纤维预浸料的厚度有关系,正常的单层碳纤维预浸料的厚度在0.175mm,那就不建议超过4层的铺层方式。

(碳纤维管)
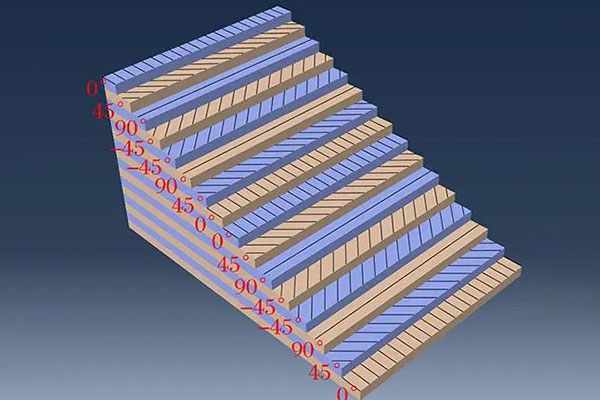
碳纤维管卷制铺层角度设计
我们在碳纤维管的铺层角度上面,往往是会根据用户的碳纤维管需求进行一个设计,你比如应用中有抗剪切的优势,那就需要±45°铺层,这样更好的保证碳纤维管的整体性能更好。
那在碳纤维管的铺层中常用的铺层设计有0°、±45°、90°,那当然也有15°、60°、75°等,那这里面±45°铺层能够更好的提升碳纤维产品的稳定性,当然在实际使用中还是要结合多方面的考虑,比如在0°为外侧时,就要比±45°纤维在最外侧时应力表现得更为明显,所以应该尽量选择对铺层,这样才能更有利于碳纤维制品的稳定性,此外铺层角度为±45°时,碳纤维复合材料板的隔振性能较优。
这也就是说为最小化层间剪切,在两个相邻层间应最小化铺层层间角度的偏差;为最小化耦合效应,层与层铺贴过程中尽量±45 °铺放。
所以说铺层的也不是简单的铺层,铺层设计的好,才能使得性能更好,那如果铺层角度设计不合理,会造成制品重量和成本的增加,碳纤维复合材料的性能优势也很难体现出来。
此外在铺层中,铺层完成后,必须要进行压实以及材料的均衡性要好,均衡的铺层角可以减少碳纤维复合材料部件在固化过程中产生残余应力,从而避免翘曲变形。推荐阅读:汽车碳纤维应用的优势
那这也是为什么我们在咨询威盛新材这里碳纤维管价格的时候,我们要跟客户先沟通使用环境、使用性能、产品规格后才进行报价的原因,因为这里面就考虑到设计铺层的环节,也是一家靠谱的碳纤维制品厂家必备的要素。威盛新材是一家数十年从事碳纤维制品的厂家,有着丰富生产经验,从事碳纤维制品的生产和加工,成型设备齐全、加工机器也完善,能够完成多种型号的碳纤维产品的生产,按图纸定制生产。生产的碳纤维板产品也远销多行业,受到一致的认可与好评。
本文系威盛新材原创内容,禁止抄袭转载,违者将追究其法律责任




